

喜久盛(きくざかり)酒造株式会社
代表取締役社長(五代目蔵元) 藤村 卓也
手つかずのまま残る大震災の傷跡。近くの酒蔵を間借りして再起へ。
北上市の北部に位置する更木(さらき)地区で、1894(明治27)年に創業した「喜久盛(きくざかり)酒造」。
その五代目蔵元を務める藤村卓也さんの子どもの頃の記憶は、ご近所の女性たちがたくさん出入りしていた酒蔵の風景と、なぜかお酒の芳醇な香りではなく、香ばしい醤油の匂いが強く印象に残っているそう。
「酒造りは杜氏さんや蔵人さんたちが主に働きますが、酒蔵ではそれ以外も瓶詰めやラベル貼りなどの仕事がいろいろあって、ご近所のお母さんたちがお手伝いに来てくれて、いつもにぎやかでした。
それと、うちでは創業当時から味噌と醤油も製造していたんですが、先代のときに操業を停止したんです。ただ、私が子どもの頃はまだつくっていて、その匂いが蔵の辺りに充満していたのは今でもよく覚えています」
そう語る藤村さんですが、現在の「喜久盛酒造」に当時の面影はありません。2011(平成23)年に発生した東日本大震災により酒蔵は一部の屋根が落ち、壁もはがれるなど半壊。
さらに、当時は使用していなかったとはいえ、映画のロケにも使われるなど思い出深い醤油蔵は全壊。それらに隣接する、創業2年前の1892(明治25)年に建てられた3階建ての母屋も被災し、そこで暮らすこともできなくなりました。
その結果、現在の「喜久盛酒造」は9年前の大震災の被害状況を色濃く残したまま、製造拠点を隣の花巻市に移転。といっても、その場所は更木にある「喜久盛酒造」から車で5分ほどのところにあり、後継者がなく廃業することになった酒蔵を間借りするカタチで酒造りに励んでいます。
たくさんいた従業員も、現在は社員2名に杜氏さんと蔵人さん1名ずつを加えた4名に。しかし、規模こそ縮小され、酒造りをする場所は変わっても、「喜久盛酒造」が造る日本酒へのこだわりは変わりません。
それどころか、2014(平成26)年度から酒造りで使用する米を100%岩手県産米にシフトし、醸造アルコールの添加を一切やめて全量を純米酒にするなど、こだわりの純度をさらに高めています。
そこには、どんな想いがあるのでしょうか。


奥には、税務署に申告した昔の書類も。


写真の醤油は中身が入ったままの状態で陳列していたため、ひしゃげているのはご容赦を。






岩手県の酒蔵だからこそ、「喜久盛酒造」だからこそ造れる日本酒を。
「酒造りに使用する米を100%岩手県産米にして、醸造アルコールの添加も一切やめて純米酒しかつくらないことに決めたのは平成26年度からですが、それ以前も喜久盛酒造では岩手県産米にはこだわっていました。
例えば、山田錦(酒造りに適した米として兵庫県で誕生した人気の酒米)を使うとしても、タンク1本分で大吟醸を造るぐらいで、それ以外の酒は岩手県産米ですべて造っていました。
そもそも、その山田錦も西の米で寒い北東北では育ちません。岩手県は米どころですし、他県の米に頼るのもどうかという疑問もありました。
ですから、すべて岩手県産米にするのは自分としては当たり前のことなんですが、岩手県でもそこまで徹底して岩手県産米100%にこだわって全量純米化している酒蔵はうちだけです」(藤村さん)
純米酒とは、「米・米麹・水」だけで造られる日本酒のこと。醸造アルコールを添加せず、純粋に米だけで造られているため、米本来の甘味や旨味、香りが楽しめる昔ながらの日本酒です。
また、大吟醸とは上記の原料にさらに「醸造アルコール」を加え、よく磨いた米( 精米歩合50%以下 ※吟醸は60%、大吟醸は50% )を低温で長時間発酵させる「吟醸造り」という製法を用いることで、華やかでフルーティな香りが楽しめる日本酒です。
好みはヒトそれぞれですが、藤村さんはこれまでも岩手県産米をベースにしてきた「喜久盛酒造」の酒造りの考え方をさらに研ぎ澄ませることで、独自性をより高めたのでした。
そこには、「米にしても、なんにしても、地元のものにこだわって酒造りをしていきたい」という藤村さんの想いが詰まっています。
昨今、地産地消の大切さが改めて叫ばれ、ワイン業界でもブドウが育つ環境=テロワール(その土地の気候・土壌・地勢・水・ヒトなど)がワインの味を決める重要な要素になると言われ、注目を集めています。
その考えは、岩手県産米にこだわり、純米酒一本で勝負する藤村さんも同じ。その土地で育った米を使い、その土地から湧き出る清らかな水を用いて造る純米酒の魅力を深め、さらに進化させていくこと……。
そうすることで北上市の更木という土地に根をおろし、125年以上にわたって酒造りに挑んできた「喜久盛酒造」だからこそ造れる、他にはない日本酒が誕生します。そのおいしさを、多くのヒトに味わい、楽しんでもらいたいという想いが藤村さんにはありました。
【洗米の工程】

ちなみに、こちらの洗米機は飲食店で使用されている業務用のものを使用。

米が水を吸いすぎないように、ストップウォッチで正確に時間を計りながらの作業です。





地元・更木で酒造りを。地元に根差した酒蔵を、もう一度。
「喜久盛酒造」では残念ながら大震災を経て、現在は酒造りの拠点を隣の花巻市に移転。廃業する予定だった酒蔵を間借りして酒造りをしていることは最初に触れました。
幸い、その酒蔵は更木から車でおよそ5分という近さで、仕込みに利用する水も更木の酒蔵で使用していた水と水質は同じ。そのため常に品質の向上に努めながら、岩手県産米とその土地から湧き出る清らかな水を使用して造る「喜久盛酒造」の酒造りは継続できてはいますが……。
「それでもやっぱりもう一度更木の酒蔵を復活させて酒造りをしたいんです。酒蔵の隣には母屋があって、そこで暮らしながら酒造りをする。そういう昔から続けてきた酒造りをまたやりたいんですよ。
だからといって、昔のように規模を大きくしたいわけではありません。今はマイクロブルワリー(小規模なビール醸造所)が全国にできて注目を集めていますが、ああいうコンパクトな感じで構わないんです。
ただし、酒蔵の隣には喜久盛酒造の酒を売るスペースと、できれば酒とカンタンな食事が楽しめる空間があって……。更木には飲み屋さんがないので、地元のヒトたちが集まって気軽においしい酒が飲めるような場所もつくりたいと思っています。
それができれば新たな雇用の場も生まれるので、そういう酒造りを通して地域にも貢献できたら……」
そんな夢を語る藤村さんが、更木にこだわる理由……。それは、自分自身が育ってきた場所であるということはもちろんですが、そこには更木という地域が酒造りを通して育んできた文化を守っていきたいとう想いがあるからでした。
今でこそ北上市に酒蔵は「喜久盛酒造」の1軒だけとなりましたが、かつては「喜久盛酒造」と同じ更木にもう1軒、他にも3軒あり、合計5つの酒蔵が北上市内にありました。
さらに、更木は昔から多くの杜氏(酒蔵の最高製造責任者)を輩出してきた地域でもあり、その歴史を今に伝える神社が「喜久盛酒造」から歩いて数分のところにあります。



カンタンな飲食ができたりするスペースも設け、飲み屋さんのない更木に地元のヒトたちが集まれる場を、さらには雇用の場を、
と藤村さんの夢はひろがります。



作業するヒトも仕込む酒もない蔵で静かな時間を刻んでいます。

北上市に唯一残る酒蔵として。地元で育まれた日本酒文化を未来へ。
その神社は更木の杜氏さんたちの尽力により、日本酒の神様を祀っている神社として名高い京都の「松尾大社」から分社し建てたという、その名も「松尾神社」。現在もこの神社では秋になると南部杜氏協会北上支部に所属する杜氏さんたちが集い、祈願する習わしが続いているそう。
ちなみに、敷地内にある昭和2年に建立された石碑には、その貢献を称えて2名の杜氏さんの名前が記されており、そのうちの一人・藤嶋長次郎とは「喜久盛酒造」の杜氏を務めた方だそう。
藤村さんは、こうして長年にわたって更木で育まれてきた日本酒文化を誇りとしていました。また、北上市に唯一残った酒蔵の五代目蔵元として、その文化を守り育て、未来に受け継いでいきたいと考えています。そのためにも……。
「酒蔵は小さくても構わないんですが、通年にわたって酒造りができる酒蔵にしたいんですよ。やっぱり日本酒造りはまだまだ昔のやり方が主流で、酒を造る杜氏さんや蔵人さんは季節労働者の方に頼っているのが現状です。
でも、それは現代の働き方にはそぐわないし、今後も酒を造り続けるためには杜氏さんや蔵人さんも社員としてきちんと雇い、年間を通して安心して働いてもらい、酒造りに専念できる環境にしていかなければならない。
杜氏さんや蔵人さんも社員として雇える。酒の販売や飲食もできるスペースをつくって地域の雇用も生みながら、地域のみなさんが集まれる空間もつくる……。単純に更木に酒蔵を復活させるだけでなく、これからの時代に即した新しい酒蔵を更木につくりたいんですよ」(藤村さん)
一般的な酒蔵は寒い冬の時期に大量に酒をつくり、仕込み作業は3月で終了となります。となると、杜氏さんや蔵人さんの仕事もそこで終了に。
杜氏さんや蔵人さんといえば夏場は農業に従事し、農閑期となる冬に酒造りの仕事をするというスタイルでしたが、それも今までの話。多くの職業で人材不足が問題となり、働き方改革が進むなか、酒蔵の仕事も今まで通りとはいきません。
藤村さんは杜氏さんや蔵人さんに少しでも長く働いてもらえるようにと酒の仕込み作業を3月で終わらせず、これまでも氷などを活用して6月までできるように工夫してきました。従って、新しい酒蔵では、その試みをさらに進化。
小さい規模だからこそ設備投資も抑えられるため、その分、冷房設備などを充実させ、そのなかで年間を通して酒造りができる環境と、作業動線も効率化させることで、より働きやすい環境をつくろうと、新しい酒蔵のプランもすでにできているそう。
そういった環境を整えていくことで、更木がずっと育んできた日本酒の文化が再び地域に根を下ろし、次の世代に受け継がれていくようになるのではないかと藤村さんは考えているのでした。
しかし、更木で酒蔵を復活させるという藤村さんの夢には、大きな難問が……。話は再び大震災後まで戻ります。
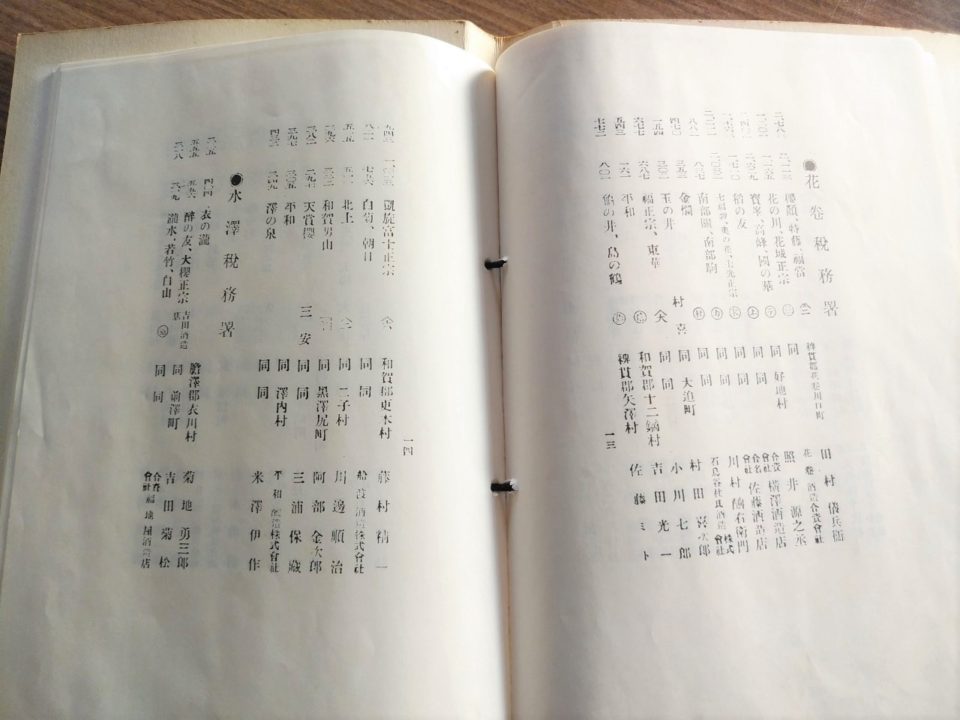
二子村に1軒、黒澤尻町に2軒の名前が記されていました。
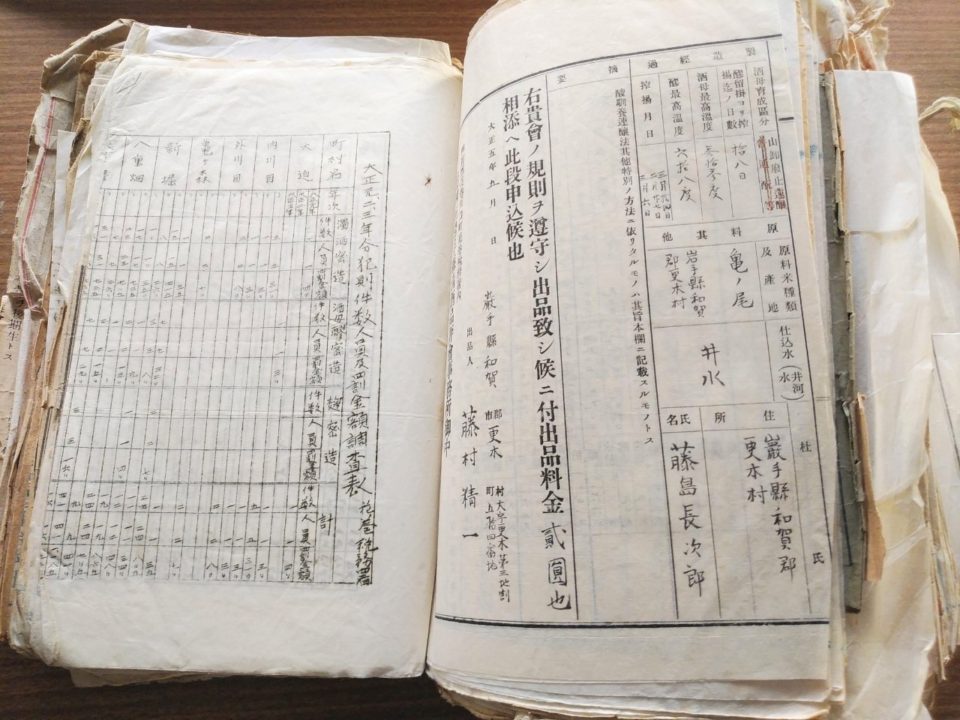
「松尾神社」の石碑にも記されている杜氏・藤嶋長次郎の名も。このとき使用していた米「亀の尾」の文字も。

酒の神様として名高い京都の「松尾大社」から分社し、更木の杜氏さんたちが建てた神社です。

そのうちの一人・藤嶋長次郎とは「喜久盛酒造」の杜氏を務めた方です。

地元・更木で復活を。それに立ちはだかる大きな壁に挑め。
「喜久盛酒造」は東日本大震災により酒蔵が半壊、醤油蔵は全壊、それらに隣接した母屋も被災した話は最初に触れましたが、当時、従来通りの酒造りを再開するためには2つの方法がありました。
1つは全壊した醤油蔵を解体・撤去し、その場所に新たな酒蔵をつくること。そして、もう1つは半壊した酒蔵を修復すること。
しかし、業者に見積もりを依頼したところ、全壊した醤油蔵を解体・撤去するだけでも費用は2,000万円以上。
半壊した酒蔵を修復しようにも100年以上も前の建物に増改築を繰り返してきたため、近代建築を扱う一般的な業者には手に負えないほど構造が複雑となり、修復は不可能と言われたそう。
さらに、福島県や宮城県の場合、「喜久盛酒造」と同じように内陸部にある酒蔵でも大震災で被災した建物には、解体・撤去にかかる費用を行政が補助金として負担してくれたそうですが、「喜久盛酒造」ではそれも叶いませんでした。
また、被災した岩手県の酒造業者には国のグループ補助金制度が適用され、酒蔵の修復など金額を問わず費用の4分の3が支給される制度もありました。
しかし、上記のことからその時点で「喜久盛酒造」では修復の目途が立たず、大震災の被害で破損した機械類を早急に購入しなければならないという事情もあり、一度しか申請できない補助金はそれに充てざるを得なかったそう。
具体的な対策が打てず、未来に希望を見いだせないまま、それでも半壊した酒蔵で 規模を縮小して営業せざるを得なかった 藤村さん。そんなとき、隣の花巻市にある酒蔵が後継者を見つけられず自主廃業するという知らせが届きます。
廃業はするけど、酒蔵は残しておきたいというご遺族。そして、酒造りを続けたいのに建物の修理もできず、将来に見通しが立たない酒蔵……。
2014年3月、2つの想いが重なり、更木から車でおよそ5分のところにある酒蔵で酒造りに挑む、現在の「喜久盛酒造」があります。
ちなみに、このときの引越し費用はクラウドファンディングを活用。1,300万円の目標金額にはほんのわずかに及ばなかったそうですが、それでもみなさんのお陰で「喜久盛酒造」は無事、引越しをすることができたそう。
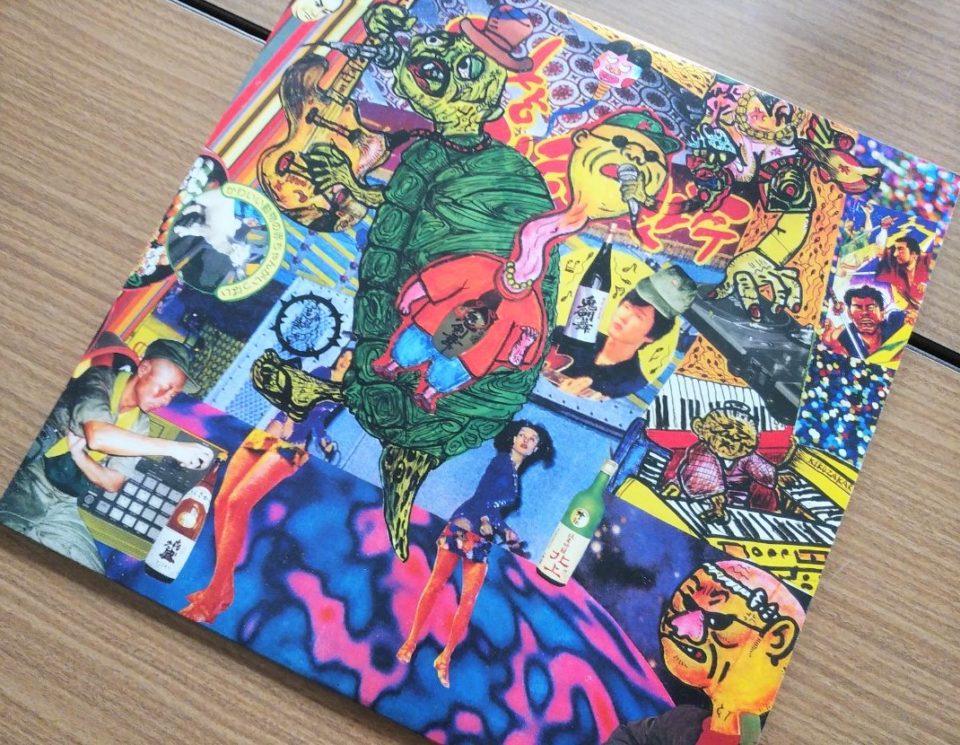
そして、もうひとつ。大震災後の酒造りを支え、希望の星となったのが「喜久盛酒造」の代表作であり、藤村さんが五代目蔵元となって2本目に生み出した酒。「タクドラ」の愛称で全国の日本酒ファンを魅了する純米酒「タクシードライバー」です。

いずれも斬新なラベルデザインがひと際、目を引きます。右は、「喜久盛酒造」に受け継がれる「鬼剣舞」。
【蒸米の工程】



和釜の正面には「喜久盛」のロゴが入っていますが、岩手製鉄株式会社さんの粋な計らいで入れてくれたそう。


“好き”なアーティストとコラボ。斬新なラベルで日本酒の魅力を多くのヒトへ!
「タクシードライバー」(以下、タクドラ)が誕生したのは、2005(平成17)年。病気で急逝した先代のお父さんの後を継いで、藤村さんが五代目蔵元となった2年後のことです。
そこには、藤村さんの日本酒に対する想いやこだわりがぎっしり詰まっています。
「喜久盛酒造を継ぐ前に、今は廃業した花巻酒販という系列会社に配属されたんですよ。そこは喜久盛酒造で造る日本酒の販売の他、大手ビール会社のビールの卸もする酒問屋で、注文が入った酒屋さんに酒を届ける仕事を3年ほどしていました。
そこで目にしたのが、大型スーパーや量販店などの大手はすでに問屋が決まっていて、すぐ近くに問屋があるのに、『決まりだから』ということでわざわざ遠くの盛岡にある問屋から酒を仕入れるという非効率な世界。地元の問屋は入っていけない仕組みになっていたんです。
それに、がんばって営業しても『どこの問屋から仕入れるか』となると、『より安く仕入れられる問屋から』という話になってしまって、品質うんぬんよりも価格で選ばれるような環境になっていました。そうなるとうちのような小さな問屋は大手には絶対適わない。
それだったら値段に関係なく、自分がいいと思う、自分が本当においしいと思う日本酒を造って、それを認めてくれる市場で勝負するべきだと強く思うようになりました」(藤村さん)
そうして誕生したのが「タクドラ」。使用している「かけはし」という米は、もちろん岩手県産。しかも岩手県でしか栽培されていないという米で、県内で使用しているのは「喜久盛酒造」のみ。
「お燗でおいしい純米酒」をコンセプトに造られた「タクドラ」は、しっかりとしたコクとキレのある味わいが特徴。料理との相性も抜群で、最初に東京で人気に火がつき、関西へひろがり、やがて全国に。
しかし、日本酒に興味のない一般の方から見ると、そうしたこだわりや酒の味うんぬんよりも日本酒らしからぬ個性的なラベルデザインにまず驚きます。
藤村さんからすると、そこが狙い目。
「日本の人口の割合で考えたら、日本酒を飲むヒトよりも、飲まないヒトの方が圧倒的に多い。日本酒ファンなら飲んでもらえば、そのおいしさはわかってもらえます。
でも、日本酒を飲まないヒトが圧倒的に多いことを考えたら、その領域は完全に未開拓のところですから、そこにアプローチしていく方がいいのかなと思ったんです。
では、どこにアプローチするかとなると、自分のルーツというか、自分の好きなサブカルの分野にひろげていったんですよ」(藤村さん)
自分の“好き”に対しては興味のアンテナも敏感になり、それに対する熱量も高く、より積極的に、主体的に動くことができます。
藤村さんは自分の“好き”を原動力に、県内が中心だった販売ルートを県外へ、日本酒に興味を持っていないヒトへもひろげようと奮闘。さまざまなイベントにも参加し、自分がリスペクトするアーティストとも積極的にコラボするなどチャレンジを続けていきました。
【放冷の工程】



今年の米の出来を尋ねると、「例年より硬いので、洗米と蒸米の工程が大事になる」とのこと。
その大事な工程を見学させていただきましたが、作業中も偉ぶることなく、ものごしもやわらかで、自ら率先して作業する姿が印象的でした。


売れない日々……。新聞紙を巻いて試飲した「タクドラ」が東京の酒屋さんを動かす。
「タクドラのラベルデザインが生まれたのは、 東京の知人から『藤村さんと仲良くなれそうな人がいるから紹介したい』と言われ、映画雑誌のアートディレクターをしている方との飲み会の席をセッティングしてもらったのがきっかけです。
当然その方とは映画の話題になって、『どんな映画が好きですか』と聞かれて『自分はグァルティエロ・ヤコペッティという監督が好きで、DVDボックスも買いました』と答えたら、『そのパッケージデザインを担当したのは俺だよ』と言われて……。その方が高橋ヨシキさんだったんですよ」(藤村さん)
それで話は盛りあがり、コラボする流れに。「お燗でおいしい純米酒」をコンセプトに藤村さんが新たに酒を造り、高橋ヨシキさんがネーミングとラベルデザインを担当。アートと日本酒が、好きな映画を通してつながり融合した「タクシードライバー」という純米酒が誕生しました。
しかし、今でこそ「喜久盛酒造」を代表する純米酒となった「タクドラ」も当初は苦戦したそう。
2005(平成17)年の発売当時、「喜久盛酒造」が造る日本酒の販売ルートは地元が9割。しかも、世の中は本格焼酎ブームなどで日本酒離れが加速し、 さらに地方では大型スーパーや量販店に並ぶ大手メーカーの低価格酒に顧客を奪われ、地元の酒屋さんが苦戦し、廃業する店も……。
そうしたなかで起こった東日本大震災。醤油蔵は全壊、酒蔵も半壊するなど「喜久盛酒造」も甚大な被害を受けますが、しかし規模を縮小してなんとか酒を造る道は確保。問題は、お得意先だった地元のホテルなども被災したため1カ月間休業するなど従来の販売ルートが遮断されたこと。
そのため、「喜久盛酒造」は新たな販売ルートを急いで開拓しなければならず……。そんなとき、東京で開催された酒のイベントで出会った方に紹介されて訪れたのが都内にある酒屋さん。
「タクドラ」は日本酒らしからぬ個性的なラベルが特徴ですが、藤村さんは東京の酒屋さんが「タクドラ」の味をどのように評価するのかが気になり、あえて先入観を持たれないよう「タクドラ」の瓶に新聞紙を巻き、外観が見えないようにして酒屋さんの店主に試飲していただいたそう。すると……。
「気に入っていただいて、そちらのお店で扱ってもらえることになったんです。その酒屋さんはとても影響力があって、『あそこが扱うならうちも』という感じで周りの酒屋さんにひろがっていったようです」(藤村さん)
当時、「タクドラ」は1年かけてタンク1本(一升瓶800本)を売る程度。ところが東京の酒屋さんと出会ったことで、生産量は15倍以上に。
その人気は年々ひろがり、現在は北海道から九州までほぼ全地域に取扱店があり、昨年はオーストラリアにも輸出するまでになっています。
「見た目だけの、ラベルが派手な日本酒は数は少ないですが昔からありました。でも、そういう酒って1回飲んじゃうとガッカリして終わりということになりがちです。
ですから『タクドラ』もラベルこそ派手で日本酒らしくはないですが、そういう見た目にも負けないような、ちゃんとした品質の純米酒を提供するというのは最初から考えていました」(藤村さん)
まずはラベルで興味を喚起する。そうすることで日本酒に関心のない方にも手に取ってもらい、日本酒ファンの裾野をひろげる。
そして、ラベルが派手な分、そのハードルはあがりますが、「ラベルが珍しいだけの酒だった」とガッカリさせない、もう一度飲みたいと思ってもらえる酒を造る……。
そこにこそ、藤村さんの酒造家としての矜持がありました。
当時、TV-CMの歌はテレサ・テンが担当しており、亡くなった先代の机を整理していると昔のデモテープが出てきたそう。
小学校以来、改めて聴いてみるといい曲で、テクノユニットにリミックスを依頼。酒蔵がレコードを手掛けるという意外さも話題となり、当時の新聞や有名な音楽雑誌にも登場。
「これをDJがクラブでプレイしたら面白いと思ったし、日本酒に興味のない若い世代にも関心を持ってもらえるきっかけになればいいなと思ったんです」と藤村さん。

大阪・名古屋・東京を回る同バンドのツアーにも同行してその酒を販売。
写真の前掛けは非売品でバンドメンバーにもつけてもらったところ、ファンから「ぜひ商品化してほしい」という声が。新たに300枚製作したところ、大評判に。
ちなみに前掛けに書かれた「赤犬大艶會」の文字は、ロックバンド「モンゴル800」のドラムの方の手によるもの。

それに合わせて「カップ酒をつくってほしい」という依頼も。
映画で主人公が泣きながらカップ酒を飲むシーンがあり、それへのオマージュだそう。
更木で、もう一度。夢に挑む藤村さんを支える仲間たち。
大震災後の苦難を乗り越え、生まれ育った更木でもう一度酒蔵を。しかも単なる復活ではなく、地域に根差し、これからの時代に合ったスタイルの酒蔵をつくること……。
それを実現するためにはまだまだ時間がかかりますが、それでも前を向き、夢に向かって突き進む藤村さんには頼もしい仲間がいます。
一緒に働く仲間はもちろんですが、みなさんに自信を持って「これが喜久盛酒造の酒です」と言える、こだわりの純米酒たちです。
最後に、そのなかから代表的なものをご紹介していきましょう。

[写真:右から5番目]
2004年に誕生。五代目蔵元となった藤村さんのデビュー作!
純米大吟醸「電氣菩薩」(でんきぼさつ)
それまで「喜久盛酒造」では醸造アルコールを添加した大吟醸は造っていましたが、醸造アルコールを添加しない純米大吟醸は造っていませんでした。そこで藤村さんは自分のデビュー作は「純米大吟醸」と決めていたそう。使用している米は岩手県産「ぎんおとめ」。「喜久盛酒造」のなかでは一番フルーティ、華やかで甘い香りが好評です。
【コラボアーティスト】
藤村さんが敬愛する漫画家・根本敬さんとコラボ。当時、根本さんが手掛けていた作品からネーミング。デザインはデスマッチ系のプロレスラーTシャツのデザインで有名な、藤村さんも大ファンの植地毅さんが担当。
[写真:前列左から5番目]
藤村さんが格闘家時代の得意技から命名。飲みやすいにごり酒。
純米酒「ビクトル投げからの膝十字固め」
岩手県産「ひとめぼれ」を使用して造った、にごり酒。アルコール度数も「タクドラ」より低く設定しているため飲みやすく、日本酒が初めての方にもおすすめ。にごり酒のため瓶の中で二次発酵しており、口に含むと微炭酸の感じも楽しめます。
【コラボアーティスト】
アマチュアとはいえ格闘技の大会で優勝したこともある藤村さん。東京で開催されたイベントに参加した際、それを企画した酒屋さんの店主から、「格闘家時代の得意技は?」と聞かれ、答えた技の名前がそのまま銘柄に。当時は遊び心でラベルだけつくって、中身は違う酒を入れ、イベントを盛りあげる演出として使用されたそう。しかし時が経ち、改めて「あれはいい名前だ。ぜひ世に出したい」と考えた藤村さんが商品化。従って、このラベルデザインとネーミングは、イベントを企画した酒屋さんの店主の遊び心が原点です。
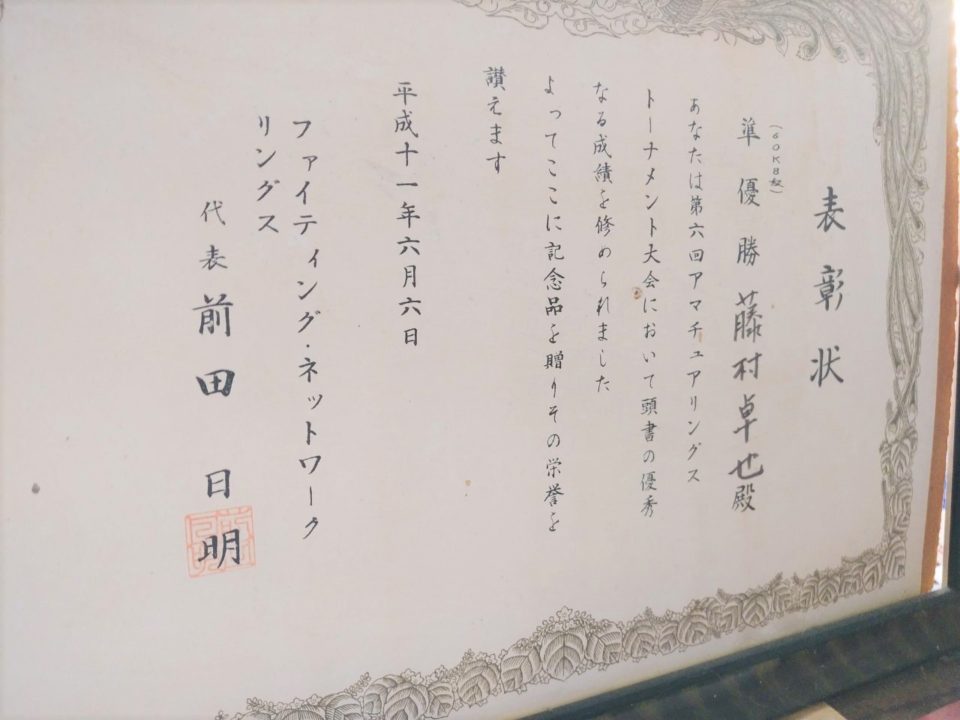
通っていた藤村さんは、アマチュアの大会で準優勝や優勝も。こちらは格闘家・前田日明さんから直々に頂戴した賞状。
[写真:前列左から4番目]
徳島県の三芳菊酒造さんとコラボ! 両社の酒が揃うと……。
純米酒「嫉み」(そねみ)
徳島県の三芳菊酒造さんとは東京で開かれた酒問屋さんのイベントで知り合い、取引のある酒屋さんも共通している部分が多いことから親しくなりコラボが実現。徳島県と岩手県は距離も離れているため、それぞれが使用している酵母を交換して日本酒を造ることに。「喜久盛酒造」では岩手県産「ひとめぼれ」と、本来は県外に出ることのない「徳島県酵母」を使用。さて、その味わいは!?
【コラボアーティスト】
ネーミングとラベルデザインを担当したのは、藤村さんと三芳菊酒造さんの共通の知人であるイラストレーター・江戸川ずるこさん。江戸川さん自身も「お酒のラベルデザインをやりたい」と広言していたそうで、念願叶ってのラベルデザインがこちら。さらにネーミングもユニーク。「喜久盛酒造」は「嫉み」(そねみ)、三芳菊酒造さんは「妬み」(ねたみ)と命名し、2本揃うと「嫉妬」になるというセンセーショナルな逸品。「お互いの酒に嫉妬するぐらいおいしいということでしょうか?」と藤村さんに聞くと、にやりと笑みが……。
[写真:右から4番目]
先代が販売していた銘柄が2019年に復刻。オール北上市産で造る逸品!
純米酒「北上夜曲」(きたかみやきょく)
使用している米は、地元・北上市産の「亀の尾」。ラベルを印刷したのも、地元・北上市の及川印刷さん。同社の社長と藤村さんは友人であり、「吉岡里奈さんのイラストでラベルをつくる」という話を及川印刷さんにしたところ、『吉岡さんのイラストがいいので、印刷はぜひうちに』と言われ、依頼することに。米も、米を蒸す釜も、ラベル印刷も北上市産の純米酒が誕生。「米にしても、なんにしても、地元のものにこだわって酒造りをしていきたい」という藤村さんの想いが凝縮した1本です。
【コラボアーティスト】
藤村さんが出かけた東京の展覧会で、人気イラストレーター・吉岡里奈さんと知り合ったことがきっかけでコラボすることに。昭和ムードあふれるタッチが特徴の吉岡さんのイラストは、昭和30年代に大流行した「北上夜曲」の世界感とぴったり。
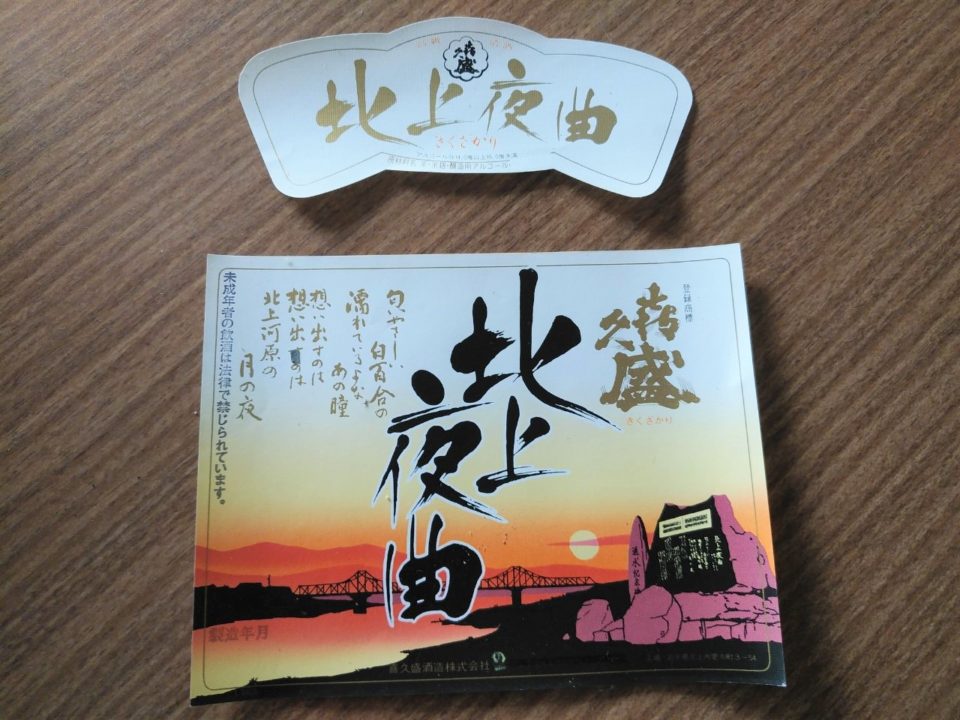
その歌碑の建立にかかわったのが当時、観光協会の会長を務めていた藤村さんの先々代の蔵元です。
[写真:右から2番目]
北上市が誇る伝統芸能から命名。代々受け継がれる「喜久盛酒造」の定番。
純米酒「鬼剣舞」(おにけんばい)
岩手県産の「ひとめぼれ」を使用し、米本来の甘味や旨味がきちんと感じられるやさしい味わいに。料理との相性も抜群で、食中酒としておすすめの1本。その他に、フルーティで華やかな香りを楽しめる純米吟醸酒もご用意。ちなみに、純米吟醸酒は地元・北上市産の米「亀の尾」を使用。
以上。他にもまだまだありますが、まずは代表的な銘柄をご紹介しました。 さて、あなたのお好みの酒は? 「喜久盛酒造」の酒はオンラインでもご購入いただけます。興味のある方は「喜久盛酒造」のWebサイトをご覧ください。
それでは今夜は、喜久盛酒造・五代目蔵元 藤村さんの夢の実現を願って、乾杯!

◇「喜久盛酒造」五代目蔵元・藤村卓也さんの最新の取り組みは、Facebookをチェック!
(了)

本社:岩手県北上市更木3-54
酒蔵:岩手県花巻市東十二丁目6-12-1
Tel/0197-66-2625





コメントを残す